コピーしました
コピーしました この記事を印刷する
この記事を印刷する メールで記事をシェア
メールで記事をシェア
研磨加工(平面研磨)
材料表面の平滑化や精度向上を行う研磨加工
研磨加工は材料の表面の凹凸を摩擦によって削り取り、平滑化や精度向上を行う加工プロセスです。表面の傷や異物などの欠陥を取り除くこともできます。
平面研磨加工はさまざまな工業製品や精密機器、半導体の製造において様々な産業分野で広く利用されており、高い品質と精度を実現するための重要な技術として位置づけられています。
研磨加工の原理
材料表面の凹凸は被加工物と同等以上の硬度を持った大きさ数nm ~ 数十μmの砥粒を作用させて削り取る加工で平滑にします。砥粒によって新たに生じた小さな凹凸は更に小さな砥粒で削り取り、そしてさらに小さな砥粒を用いることを何回か繰り返すことで目標とする状態へと仕上げて行きます。
研磨加工の種類
被加工物への砥粒の作用の仕方には様々な方法があり、包丁を磨く砥石のような「固定砥粒方式」と、歯を磨く歯磨き粉のような「遊離砥粒方式」があります。以下に代表的な加工方法を示します。
研削加工(固定砥粒方式)
研削加工とは砥粒を結合剤で固めた研削砥石を工具として用いた除去加工です。 砥石には気孔があり、加工時の温度上昇を抑えたり、研削で発生した切り屑を排出する役割があります。
結合剤には樹脂やセラミックス、金属等があり、摩滅した砥粒が結合剤と共に適度に脱落し新しい砥粒が表面に出てくることによって、切れ味を保つことができます。高い加工速度を得ることができるため重加工に使用されますが、最近では非常に細かい砥粒も使える様になり鏡面加工も可能です。
バフ仕上げ(遊離砥粒方式)
羊毛などきめ細かい繊維のフェルトにを付着させたバフを回転させながら被加工物に押し当てて研磨する加工法です。主に金属製品などの鏡面加工に使われることが多く、バフの形状を変えることによって複雑な形状の製品を研磨できるため、主に手作業で用いられます。
バレル研磨(遊離砥粒方式)
被加工物、研磨砥石および水をバレルという容器に入れ、機械で回転や振動させることで研磨する加工方法です。主に形状が複雑な製品のバリ取りが目的に用いられますが、一度に大量の処理が可能です。
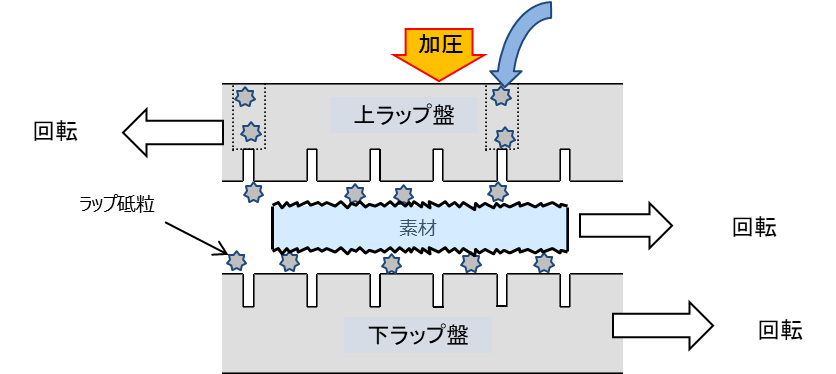
ラッピング(遊離砥粒方式)
広義で研磨と呼ばれます。被加工物を金属で作られたラップ定盤と呼ばれるフラットな円盤で挟み込み、被加工物と定盤の間にスラリー状の砥粒を供給し、定盤を回転しながら上下から圧力をかけて削って行く加工方法です。
ポリッシング(遊離砥粒方式)
ポリッシングも広義で研磨と呼ばれます。基本的な方法はラッピングと同じですが、目的は被加工物の鏡面加工なので、数μmサイズの砥粒が使える様に、定盤には研磨パッドが貼り付けられます。
砥粒加工法の種類
| 固定砥粒方式 | 研削(運動制御) | 内筒研削 |
| 内面研削 | ||
| 平面研削 | ||
| 研削(圧力制御) | ホーニング | |
| サンドペーパー | ||
| 砥石研磨 | ||
| 遊離砥粒方式 | 噴射加工 | ブラスト加工 |
| 液体ホーニング | ||
| ショットピーニング | ||
| 超音波加工 | ||
| パレル加工 | ||
| ラッピング | 湿式ラッピング | |
| 乾式ラッピング | ||
| ポリッシング | 湿式ポリッシング | |
| 乾式ポリッシング |
※イエローの研磨方式はニットーが得意とする加工法です
ラッピングとポリッシングの研磨特徴
ニットーには様々な研磨加工装置がありますが、遊離砥粒を使った「湿式ラッピング」と「湿式ポリッシング」ができる研磨装置を多く保有しています。湿式ラッピングと湿式ポリッシングがニットーが得意とする研磨加工方式です。
ラッピング研磨とは
- 表面状態 摺り面、砂掛け、梨時仕上げ(光沢なし)
- 役割 素材の持っている厚みバラツキ、うねり、歪みの除去
- 艶の無い曇りガラスのような仕上がり
- 早い加工速度が得られる
- フラットな定盤形状を被加工物へ転写させるため、精度の高い平面形状が得られる
材料の大きな凹凸を削り取って平らに。厚い材料を短時間で薄く
材料の大きな凹凸を削り取って平らにしたり、厚い材料を短時間で薄くできる研磨加工がラッピング研磨です。ラッピング研磨では大きく硬い砥粒が使用されるため、加工された材料の表面には砥粒で発生した細かい凹凸があり、見た目は艶の無い曇りガラスのような仕上がりとなります。
遊離砥粒は目詰まりを起こさないので早い加工速度が得られます。フラットな定盤形状を被加工物へ転写させるため、精度の高い平面形状が得られます。
ポリッシング研磨とは
- 表面状態 鏡面仕上げ(光沢あり)
- 役割 加工変質層を除去し、粗さを細かくする(鏡面状態にする)
- 加工速度は低いが加工変質層の無い加工面
- 「表面の精度向上」「表面の平滑化」「形状・表面粗さの改善」「光学的・機械的特性の向上」「装飾的な要求」などに応える
材料の表面の細かな凹凸を除去して艶を出し、鏡面化する研磨加工
材料の表面の細かな凹凸を除去して艶を出し、鏡面化する研磨加工がポリッシング研磨です。砥粒は転動しながら被加工物に作用するため加工速度は低いですが、加工変質層の無い加工面が得られます。
電子顕微鏡精密機器や工業製品の製造プロセスにおいて、材料や部品の「表面の精度向上」「表面の平滑化」「形状の改善」「表面粗さの改善」「光学的・機械的特性の向上」または「装飾的な要求」を満たすためにポリッシング研磨は行われます。
ラッピング研磨とポリッシング研磨の違い

研磨装置の構造

上定盤と下定盤
上下が左右逆に回転することで研磨します
ワーク
研磨する製品・素材を指します。ニットーはガラスなどの非金属、金属、樹脂などを対象とした研磨加工に幅広く対応します
キャリア
研磨する素材をセットする治具を指します。研磨加工のノウハウはキャリアの製造や使い方にも表れます
研磨剤とは
研磨材(砥粒)とは、被対象物(磨かれるもの)の表面を切る、削る、磨くときに使用する細かな粒や粉体のことをいいます。研磨材を構成する1粒は砥粒とも表現されます。一般的には純水や油に混ぜ分散させ液体状(スラリー)として使用される「遊離砥粒加工」と砥石などの「固定砥粒加工」に区分されます。求められている鏡面品質や被対象物の加工特性にあわせて研磨材の種類を選択し使用します。
研磨材の種類
一般的に研磨加工(ラッピング、ポリッシング)に用いられる代表的な砥粒はセリア(CeO₂)、アルミナ(Al₂O₃)、ジルコニア(ZrO₂)、シリカ(SiO₂)、炭化ケイ素(SiC)、ダイヤモンドです。研磨材は加工する材質や材料の表面状態によって使い分けが重要となります。高品質で平滑な鏡面を得るには、適切な砥粒の材質や大きさの選択が求められます。ニットーでは様々な素材(ガラス・セラミックス、金属、樹脂)の研磨材を使い分けることで、求められる品質にお応えします。
粒度の選択や手順がキメ細かい研磨仕上がりのコツ
粒度の大きなものから小さなものへ
研磨材や砥石は中に入っている砥粒がワークを削る働きをします。この砥粒のサイズを変えて順番に研磨することでよりキメの細かい表面粗さを実現できます。粒度の大きなものから、小さなものへ段々と使う粒度を変えていくのが基本的な手順になります。
粒度の数値粒度の数値
粒度は#(シャープ)で#600と表現されたり、数字で600番と表記されることもあります。数字が大きいものほど粒度は細かくなります。数字の小さいものほど、一段階変わるだけで粒径のサイズがかなり変わりますので、粒度の間隔が等間隔ではないことに気をつける必要があります。
湿式研磨のメリット
研磨加工する際には水や研削液などをワークと工具の間にかけながら行う「湿式」と、液体を使わずに直に工具で加工していく「乾式」があります。一長一短ありますが、研磨材の性能を安定して発揮させるには湿式のほうが都合がよく、作業時の粉塵の問題も軽減できます。
対象素材と平面研磨
ガラスなどの非金属、金属、樹脂(プラスチック)などを対象に平面研磨は行われます。ニットーの研磨加工で対象となる各素材は下記をご覧ください。
非金属の研磨加工
ガラス(フォトマスク、半導体、回路基板用など)
- ソーダライムガラス
- 合成石英ガラス
- 耐熱ガラス(TEMPAX Floatなど)
- カバーガラス(Gorilla,Dragontrail,Xensationなど)
- アルカリガラス、低アルカリガラス(Eagle2000,Eagle-XG,OA-10G, D263Tecoなど)
- 低膨張ガラス、ゼロ膨張ガラス(ネオセラム,ZERODUR,ULEなど)
- クラウンガラス(B270,BK7など)
- フィルターガラス(赤外線・紫外線の色補正、透過型、吸収型、カルコゲナイド、フッリン酸ガラス)など
セラミックス(半導体、設備装置など)
- アルミナムライト
- 窒化アルミニウム
- ジルコニア結晶化ガラス
- 酸化チタン
- セラミックス
- チタン酸カルシウム
- チタン酸バリウムなど
単結晶・多結晶(半導体、センサーなど)
- シリコン
- 水晶
- サファイア
- タンタル酸リチウム
- ニオブ酸リチウムなど
非金属の研磨加工の関連コンテンツ
金属・樹脂・複合構造物の研磨加工
金属(装置部品、電子機器など)
- ステンレス (SUS304,SUS403,SUS413など)
- 鉄、銅、モリブデン
- パーマロイ、インコネル など合金
複合構造物(半導体など)
- 結晶化ガラスウェハ
- Cu貫通ビア無アルカリガラス
- Cu貫通ビアホウケイ酸ガラスウェハ-W貫通ビアなど
樹脂(半導体、センサーなど)
- 単一
- ポリカーボネート、アクリル、PPS、ポリイミド、ポリエーテルサルフォン、COP
- 積層
- エポキシガラス、アラミドエポキシ
関連コンテンツ
ニットーの研磨能力と加工精度
| 平面研磨の月産加工 | 最大月産加工数 100万枚 |
| ※素材サイズにより異なります | |
| 対応サイズ | 両面ラップ:最大 680 x 880mm |
| 両面ポリシング:最大 1500 x 2000mm | |
| 対応板厚 | 両面ラップ:0.1㎜~50㎜ |
| 両面ポリシング:0.05㎜~50㎜ |
| 板厚 | 素材サイズ | 加工精度 | |
| 平面度 | 1mm〜10mm | 〜100mm | 1μm以下 |
| 10mm〜 | 100mm〜 | 5μm以下 | |
| 平行度 | 1mm〜10mm | 〜100mm | 1μm以下 |
| 10mm〜 | 100mm〜 | 5μm以下 | |
| 表面粗さ | 1mm〜10mm | 〜100mm | 1μm以下 |
| 10mm〜 | 100mm〜 | 5μm以下 |
※板厚、素材サイズ、加工素材により対応板厚や加工精度が異なります
二ットーの平面研磨の特徴
素材を選ばない高精度加工
面度1μm以下、平行度1μm以下、表面粗さ1Å以下
広い設備で大型サイズ対応
最大サイズは1500×2000mm。大型の研磨ならお任せください
キャパ不足に応える大量生産能力
保有研磨機100台以上は国内トップクラス。月産の研磨加工数は100万枚以上です
まとめ
高精度な平面を大量に研磨加工できるニットー
当社が得意とする「湿式ラッピング」と「湿式ポリッシング」には高精度な平面を大量に研磨加工できるなどの多くのメリットがあります。また、「両面ポリッシング装置」「両面ラッピング装置」を大小多数保有しておりますので、多種多様なワークの研磨加工に対応可能です。研磨にお困りでしたら、ぜひ当社にお問い合せください。

こんなお困りごとを抱えている方におすすめの資料です。
・高い精度の表面が求められている
・検討している素材に対して、研磨ができるか調査している
お手元に置いていただき、社内共有にもぜひお役立てください。

- コピーしました
- この記事を印刷する
- メールで記事をシェア